Auto piezen injekzio moldea






Deskribapena
1. Isurketa sistema
Plastikoa toberatik barrunbean sartu aurretik dagoen fluxu-kanalaren zatiari egiten dio erreferentzia, fluxu-kanal nagusia, hotzeko elikadura-zuloa, desbideratzailea eta atea barne, besteak beste.
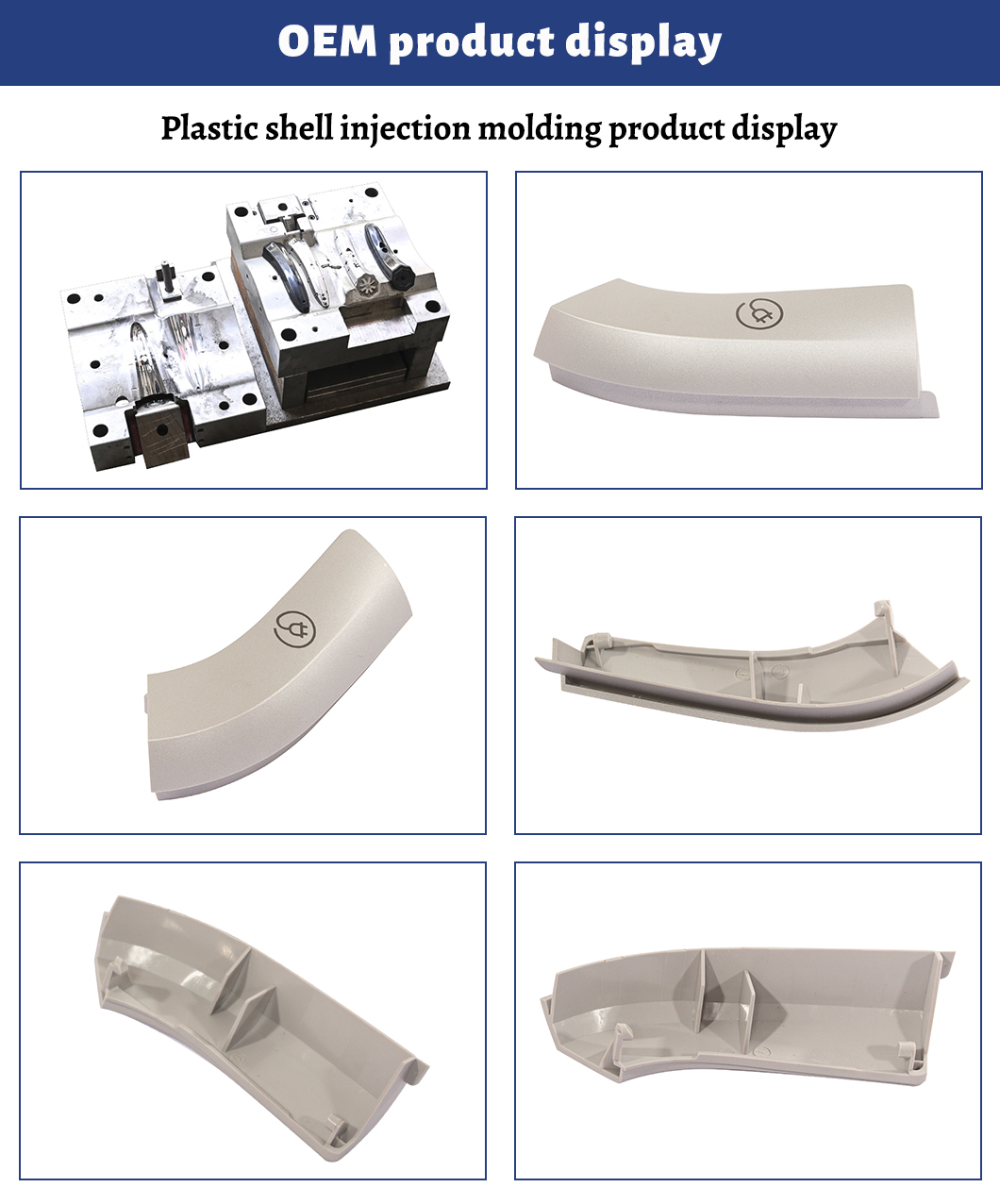
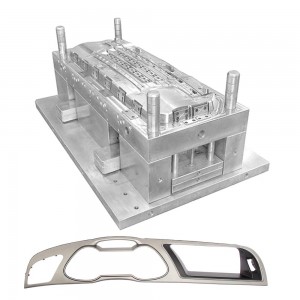
2. Moldeatzeko piezen sistema:
Produktuaren forma osatzen duten hainbat piezen konbinazioari egiten dio erreferentzia, besteak beste, trokel mugikorra, trokel finkoa eta barrunbea (trokel ahurra), nukleoa (trokel zulatua), moldura-hastaka, etab. Nukleoaren barruko gainazala eratzen da, eta barrunbearen kanpoko gainazaleko forma (trokel ahurra) eratzen da.Trokela itxi ondoren, nukleoak eta barrunbeak trokelaren barrunbe bat osatzen dute.Batzuetan, prozesuen eta fabrikazio-baldintzen arabera, muina eta troquela lan-blokeen konbinazio batekin egiten dira, maiz pieza bakarretik, eta txertaketaren erraz hondatzen diren eta lantzeko zailak diren zatietan bakarrik.
3, tenperatura kontrolatzeko sistema.
Trokelaren injekzio-prozesuaren tenperatura-baldintzak betetzeko, beharrezkoa da trokelaren tenperatura erregulatzeko tenperatura kontrolatzeko sistema bat izatea.Injekzio termoplastikorako molderako, hozte-sistemaren diseinu nagusia moldea hozteko (moldea ere berotu daiteke).Moldeak hozteko ohiko metodo bat moldean hozteko ur-kanal bat ezartzea da eta zirkulatzen duen hozte-ura erabiltzea moldetik beroa kentzeko.Moldea berotzeaz gain, hozte-ura erabil daiteke ur beroa edo olio beroa pasatzeko, eta berogailu elektrikoak moldearen barruan eta inguruan instalatu daitezke.